设计条件如下
一从产品外径159.79mm,内径52mm,重量2.277Kg
三从产品外径115.12mm,内径43mm,重量1.044Kg
倒从产品外径153.68mm,内径55mm,重量1.548Kg
设计节拍
一从 36.6秒/件
三从 34秒/件
倒从 33秒/件
产品线高度 880mm正负50
1、 整体布局及各部分技术参数
整体上料部分布局考虑如下图
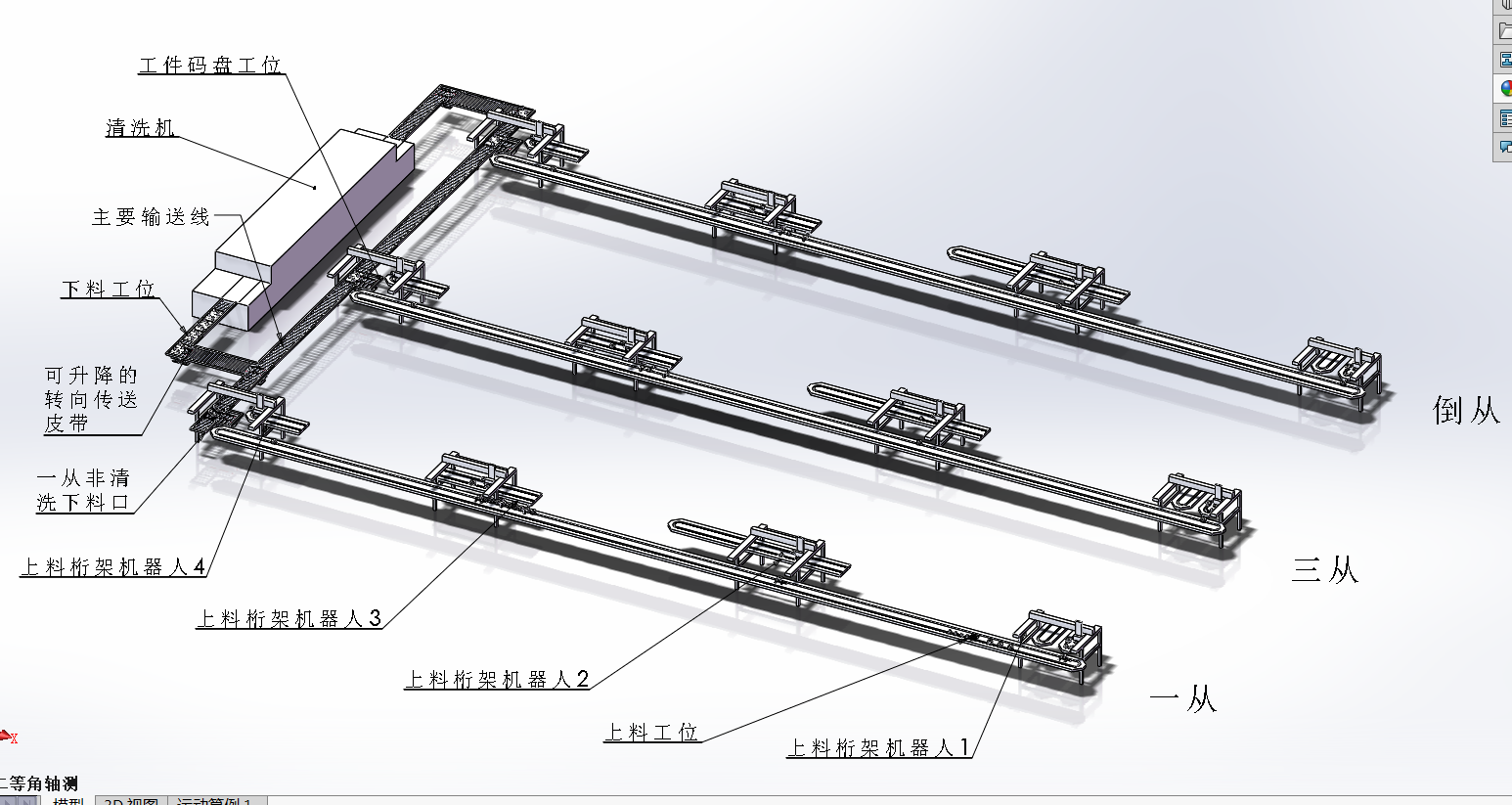
整个自动化产线有三条循环柔性输送链板和一条转弯滚筒输送链板和十二台上料桁架机器人组成。每一丛生产线有一条循环的柔性输送链板连接,工装在链板线上循环流转,输送线分别在每一台加工设备前和上料工位设有定位装置,可以在上料工位由人工完成上料工作,并且通过定位装置将零件运送到各台设备,同时将本设备完成的零件输送到下一个工位。完成各工序设备件物料的输送工作。清洗线由一条滚筒输送线和专用工装组成。同样在每从生产线下料工位设有定位和识别装置将。经本从生产线完成的零件送入清洗机清洗,清洗完成后停到指定工位等待人工下料,下料完成后,继续循环流转。下面分工位说明各部分功能。
1)、柔性输送链板线。
如下图所示,柔性链板输送线(以下简称输送线)是一条平面循环的塑钢链板输送线,工装和输送线之间依靠摩擦力进行输送。当定位装置将工装定位在一个位置时,输送线并不停止。这样可以满足各个工位时间上的不同需求。同时可以在上料位置一次上多个工装的的物料,上料完成好可以很长时间不用上料,这样一个上料组的人员可以完成三条生产线的上料工作。
输送线上在不同的位置设有工装定位装置。在上料位置的定位是用来完成人工上料的,由操作者将毛坯放在工装上的。在这里操作者将毛坯放在工装上,按确认按钮。输送线将此工装放行送走,再拦截下一个工装。以此类推,可以一次最多完成20个工件的上料工作。
输送线在每台设备上料位置上都有一个上料定位装置。主要是将输送线上的工装(带工件)定位在每台设备的上料工位上,由上料桁架机器人将需要加工的工件带走,同时将以加工完成的零件放到已被取走工件的工装上。
 柔性输送链板线
柔性输送链板线
然后上料桁架机器人通知定位装置工作完成,定位装置放行。将工件转向下一道工序。 在输送线的第二台设备和第三台设备之间设有节拍裁决机构以满足整线的生产节拍。
节拍裁决机构由两个位置四个传感器组成,如下图所示。上面的传感器是确定有没有工件的。下面的传感器是确定工装位置的。当物料空位置上的工装探测传感器连续15秒没有物料时,通知前面的第二工序定位器可以放行物料。当物料满工位工装探测传感器15秒以上有物料时通知第二工序定位传感器不得放行物料。这样就能满足不同设备的接盘使得最大连续生产时间和最大连续停机时间都得到满足,减少设备频繁启停。


物料定位机构是由输送线上的阻挡机构和定位机构组成,阻挡机构由减压阻挡气缸、阻挡杆、阻挡气缸和工装传感器组成。定位机构有定位气缸和定位板组成。初始时定位阻挡气缸阻挡杆伸出。减压气缸带动阻挡杆收回。工装到达减压工装传感器后,会生成一个信号,当工装离开减压气缸工装传感器时,这个信号会消失这时减压气缸带动减压气缸阻挡杆伸出,阻挡后面的工装。保证只有一个工装通过,并且工装定位时不受后端工装数量不同带来的压力变化的影响。由于阻挡气缸阻挡杆伸出阻挡,第一个工装被阻拦在定位位置不再前行,定位气缸伸出将工装定位。由操作工将工件装好后,按确认按钮,阻挡气缸收回带动阻挡气缸阻挡杆收回,带工件的工装被放行。当工装通过工装传感器时,会产生一个信号,当工装离开传感器时这个信号会消失这时阻挡气缸再次伸出。当阻挡气缸伸出到位后。通知减压气缸收回,同时带动减压气缸带动阻挡杆收回再次放入一个工装。循环完成工件上料工作。同样的原理定位工装在每台设备跟前也是如上工作的。不同之处时上料机构操作工按按钮的动作,变成了上料桁架机器人的通知动作。
2)、三坐标上料桁架机器人
三坐标桁架机器人可以完成X、Y、Z三个坐标轴的精准移动。满足上料下料的平面和上下移动。物料抓取工装由气动手指带动连个半圆工装移动完成零件动作。在半圆形工装的内表面间隔镶嵌有橡胶增大摩擦力。
.png) 3)、四坐标上料桁架机器人
3)、四坐标上料桁架机器人
四坐标上料桁架机器人处理如上图的三个坐标外在工装部分增加了一个旋转功能满足工件的翻面需要,加紧驱动由气动手指改为力矩电机加丝杠的方式。

 4)、清洗滚筒输送线
4)、清洗滚筒输送线

物料整体不是很重(带工装不超过40Kg))清洗机输送部分采用了滚筒输送线,输送线设计了工装定位停止机构和工装识别机构。当空的工装到达时系统将工装拦下并且转向皮带升起,运动的皮带将带动工装到达工件码盘工位等工件装满后,转向皮带再次升起,并且反向旋转,将码满工件的工装放行进入清洗机。清洗完成后工装进入下料工位,由人工进行下料工作,下料完成后按确认件放行工装从新进入加工生产线工位。
输送带的转角采用直角皮带托送机构完成工装的专项工作,当工装沿竖向输送滚筒到达指定位置后,可升降传送皮带升起,同时向前运送工装到达横向传送滚筒。横向传送滚筒转动将工装输送至主滚筒传送线上。
在清洗机的出料口方向2.8米(四个工装)位置设计后下料工位,下料工位有拦截定位装置满足下料要求。